





Výhody
► 100% (40℃) pracovní cyklus;
► Řezný proud je plynule nastavitelný, vhodný pro svařování tenkých i silných plechů;
► Při nedostatku tlaku vzduchu nebo hydraulického tlaku se automaticky zastaví řezání, aby byl hořák chráněn před spálením;
► K dispozici jsou konektory pro synchronizační signál oblouku a signál napětí oblouku, které jsou snadné pro automatické řezání a jsou zvláště vhodné pro sladění se strojem s číslicovým řízením a robotem;
► Stupeň řezného proudu lze upravit tak, aby se zabránilo poškození trysky a elektrody;
► Signál zapálení oblouku, signál tlaku oblouku, ovládání přívodu vzduchu a funkce výstupu tlaku oblouku ho činí speciálně vhodným pro CNC a robotické řezání;
► K dispozici je paralelní použití dvou strojů, dvojnásobný výstupní proud pro dobré řezání extra silného materiálu;
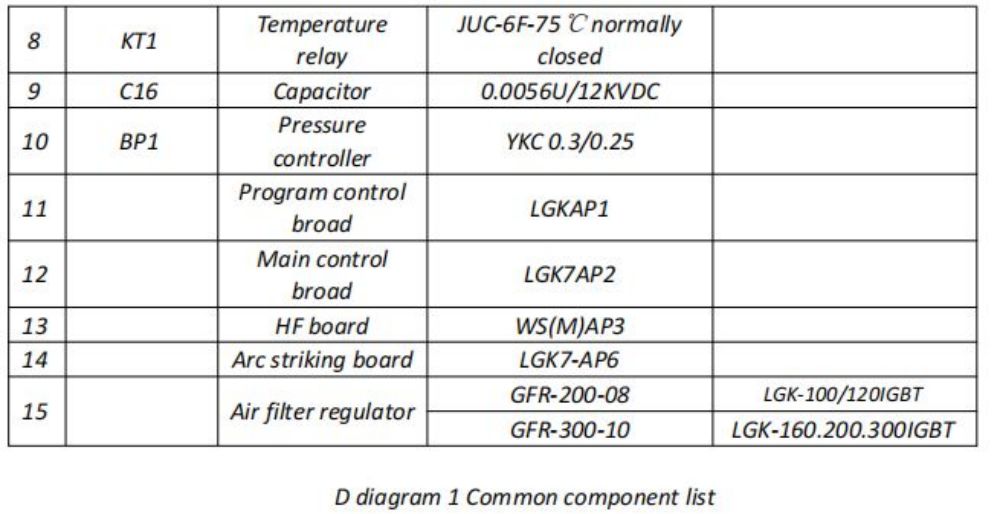
► Nastavení pro strojní použití, digitální displej jej činí speciálně vhodným pro použití strojů a robotů.
Hlavní parametry
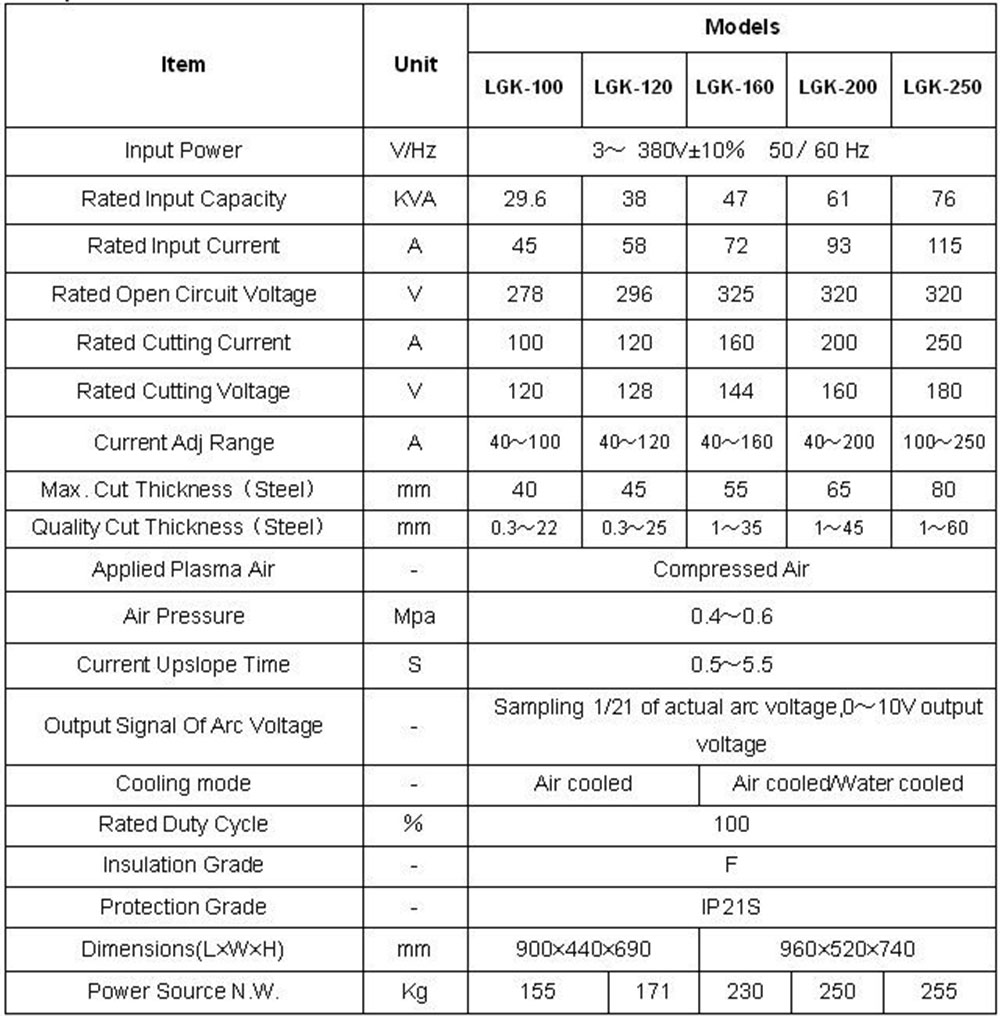
2. Podmínky plazmového plynu
Rozsah pracovního tlaku: 0,4MPa~0,6MPa
Pevnost v tlaku potrubí přívodu plynu:≥1MPa
Vnitřní rozměr potrubí přívodu plynu:≥Φ8
Tok přívodu plynu:≥180L/min
Filtrujte vodu z plynu a poté ji vložte do řezačky
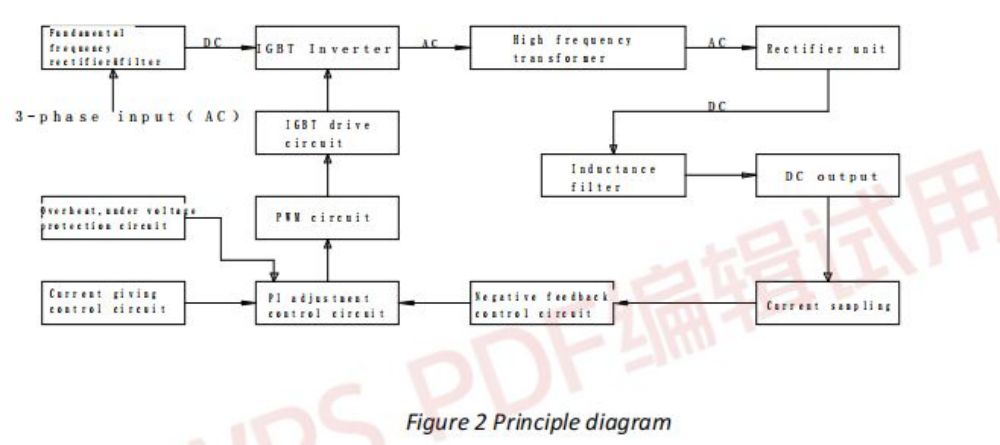
Principy práce
Řídicí obvod řezacího stroje využívá pokročilou elektronickou část IGBT jako hlavní součást invertorového spínače.Třífázový střídavý proud je po usměrnění třífázovým usměrňovačem převeden na 20kHz vysokofrekvenční stejnosměrný proud.Poté je pod funkcí IGBT invertoru stejnosměrný proud invertován na střídavý vysokofrekvenční proud, který je invertován na stejnosměrný proud po snížení napětí ve vysokofrekvenčním transformátoru, usměrnění proudu v diodě s rychlou obnovou.Tento stejnosměrný proud je filtrován přes reaktor a získává se výstupní řezný proud.
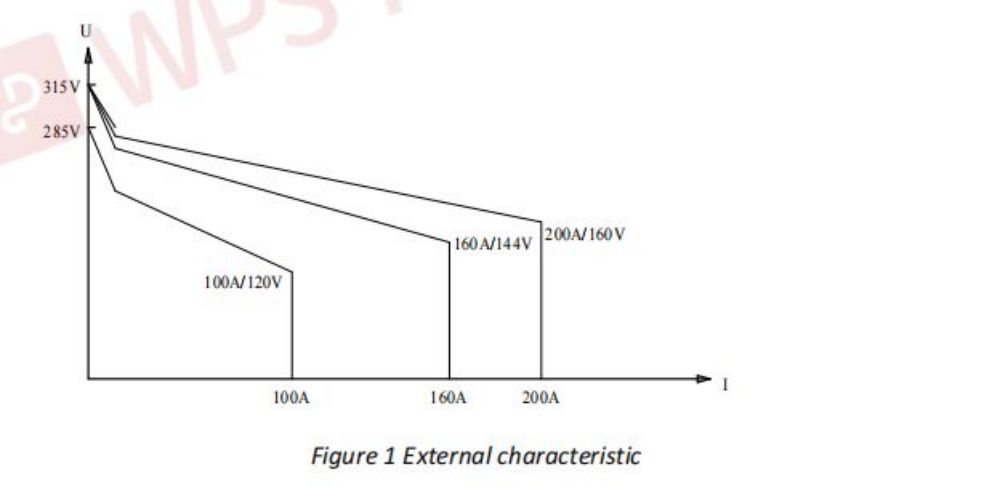
Řídicí obvod může řídit výstupní proud řízením šířky řízeného pulzu.Řezací proud v reálném čase, který je získáván proudovým snímačem připojeným k výstupní svorce v sérii, se používá jako negativní zpětnovazební řídicí signál.Po porovnání s proudovým nastavovacím signálem je negativní řídící signál odeslán do PWM nastavovacího integrovaného obvodu, poté je vydán řízený řídící impuls pro ovládání IGBT.Tím lze udržovat konstantní výstupní proud a získat vnější charakteristiku strmého poklesu a konstantního proudu.Úderný oblouk využívá model vysokofrekvenčního úderu.Hlavní obvod odkazuje na přílohu obrázek 1 a principiální schéma řídícího obvodu je znázorněno na obrázku 2.
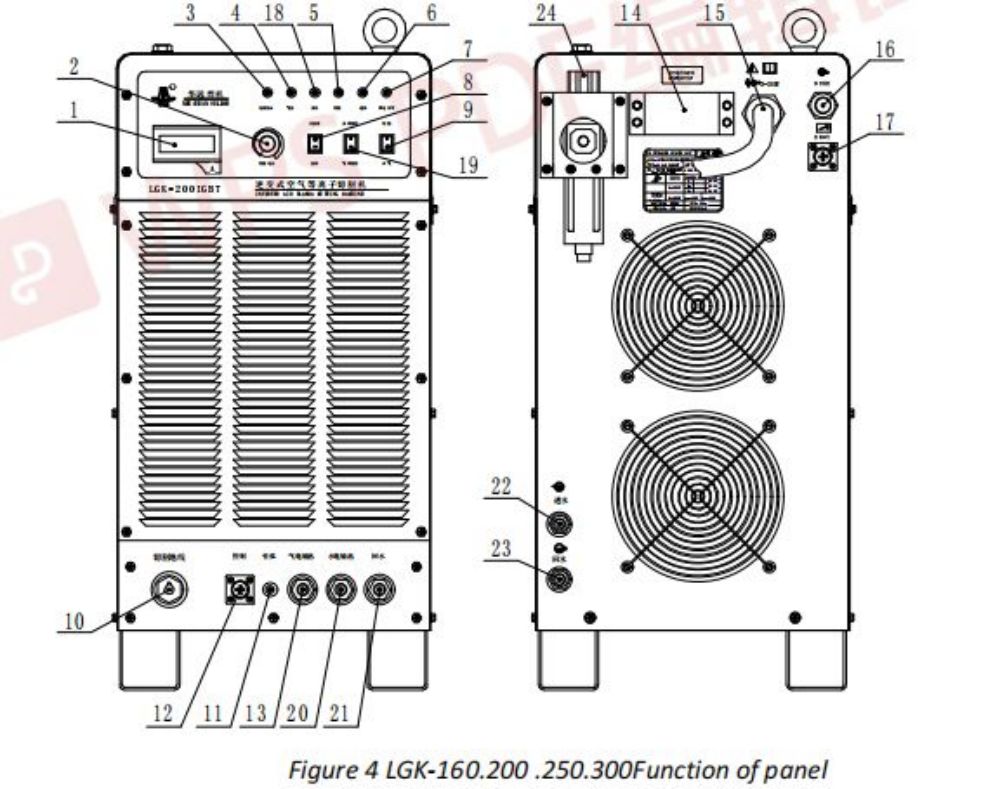
Panel a jeho funkce(LGK-100 viz obrázek 3, LGK-160/200/250/300 viz obrázek 4)
1.Digitální ampérmetr: Zobrazení přednastaveného řezného proudu před řezáním, zobrazení řezného proudu při řezání
2.Knoflík pro nastavení řezného proudu: Nastavení řezného proudu
3.Kontrolka napájení: Indikuje, zda je řezačka pod napětím.
4.Kontrolka tlaku vzduchu: Svítí, když tlak stlačeného vzduchu překročí 0,2 MPa.Je vypnutý, když je tlak nižší než 0,15 MPa.
5.Kontrolka řezání: Když kontrolka SVÍTÍ, znamená to, že se řezací stroj spustil.
6.Kontrolka přetížení: SVÍTÍ, když je řezačka přetížena (obvykle svítí, když je poškozen chladicí ventilátor).
7.Indikátor poruchy vstupu: Svítí, když zdroj ztratí fázi nebo je nižší než 330VAC.
8.Přepínač ovládání plynu: Když se přepne do polohy Kontrola vzduchu, otevře se plynový ventil, aby se otestoval průtok plynu.Když se přepne na řezání, plynový ventil se během řezání automaticky otevře.
9.Přepínač volby provozního režimu hořáku: Když se zapne 2-Step, měl by být spínač hořáku stisknut během procesu řezání a řezání se zastaví po uvolnění spínače.Když se zapne 4-Step, stiskněte spínač hořáku a uvolněte jej, řezání začne pracovat a zastaví se po opětovném stisknutí spínače.
10.Vývod řezacího zemnicího vodiče: Pro připojení řezacího zemnicího vodiče
11.Konektor hořáku: Pro připojení vodiče hořáku.
12.Vývod ovládání hořáku: Pro připojení vodiče signálu ovládání hořáku.
13.Výstupní svorka Air & Power: výstupní svorka proudu je zároveň výstupní svorkou stlačeného vzduchu.Jedná se o konektor plynového potrubí pro připojení vodou chlazeného hořáku při použití vodou chlazeného hořáku a konektor pro připojení plynem chlazeného kabelu hořáku při použití vzduchem chlazeného hořáku.
14.Otvor pro náhradní drát pro výstup napětí oblouku: výstupní vodič napětí oblouku není připojen, když je stroj dokončen.Pokud je to nutné, otevřete horní kryt řezačky a pomocí dvoužilového vodiče připojte vodičovou svorku na tištěné desce LGK7-AP5, která má dva druhy výstupního signálu, jeden je výstup 1:1 a druhý je 1 :20 výstup, prosím Obrázek 3 LGK-100 Funkce panelu připojte vodič podle požadavků a věnujte pozornost záporné a kladné elektrodě.
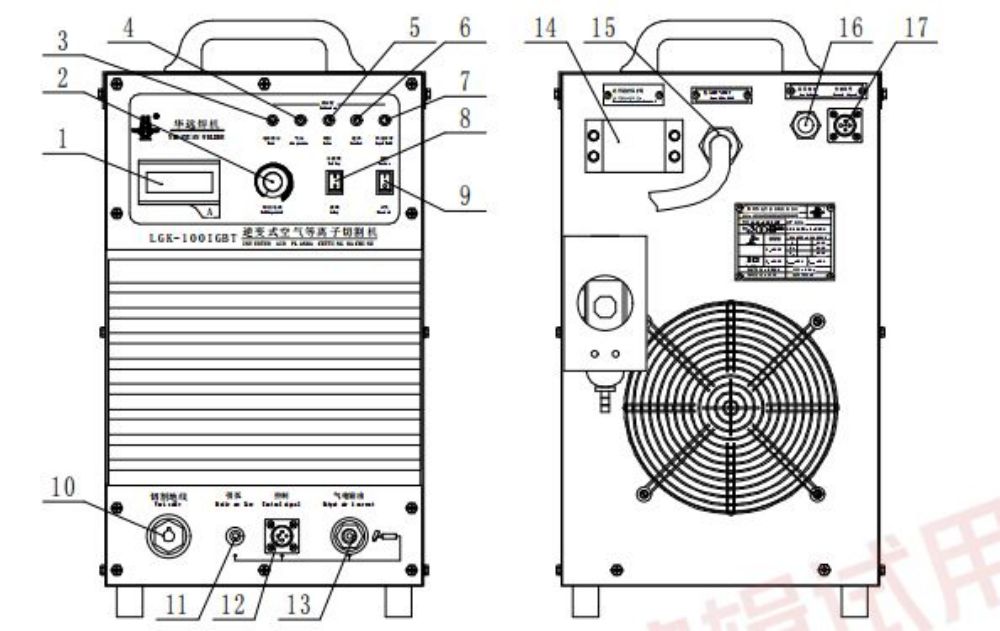
15. Konektor řídicího signálu: K ovládání automatického řezacího zařízení
16. Vypínač zdroje napájení: Ovládejte ON/OFF 3-fázového napájení řezačky
17. Filtr regulace tlaku vzduchu: Pro nastavení pracovního tlaku stlačeného vzduchu a filtrování vody ze vzduchu
18. Kontrolka hydraulického tlaku: připojte přívod chladicí vody, když je proud vody větší než 0,45 l/min, kontrolka se rozsvítí.
19. Přepínač volby plynem chlazený hořák/vodou chlazený hořák: plynem chlazený hořák se používá pouze tehdy, když se přepne na chlazení plynem, a vodou chlazený hořák se používá ve zvoleném režimu vodního chlazení.
20. Výstupní svorka voda/výkon: výstupní svorka řezného proudu je zároveň výstupní svorkou vody, používá se k připojení kabelu vodního chlazení.
21. Koncovka zpětné vody hořáku: Používá se k připojení potrubí pro recyklaci vody.
22. Terminál zpětné vody: používá se k připojení recyklačního potrubí vodní nádrže.
23. Svorka pro vstup vody: slouží k připojení výstupního potrubí vodní nádrže.

