











Představení stroje
Konstrukce stroje je pevná a odolná, multifunkční a snadno ovladatelná.Pracovní výkon stroje je velmi stabilní s vysokou přesností.vysoký stupeň automatizace, vysoká přesnost a spolehlivost, ekonomická cena, jednoduchá obsluha a údržba atd.
Může řezat jakoukoli rovinnou grafiku.
Drsnost řezu může dosáhnout 25(▽3), Po řezání není nutné povrch zpracovávat.
S vysokou automatizací, snadnou obsluhou, vysokou přesností, vysokou spolehlivostí a nízkou cenou.
Jednoduchá obsluha, údržba atd.
Tento stroj je široce používán ve strojní výrobě.Stavební nádoba .tlaková nádoba.strojírenské stroje.důlní stroje.Elektrická energie.mostní konstrukce.ocelové konstrukce apod. Používá se především k řezání plechů.
Základní konfigurace a technické parametry
1. Použití vysoce přesných lineárních vedení, duální pohon.Stroj pracuje nehlučně s vysokou rychlostí a vysokou přesností.
2. Design rozhraní člověk-počítač usnadňuje učení a ovládání stroje a má kompletní funkce.
3. Mít 10,4palcový barevný LCD displej a ovládací panel a číst program a aktualizaci softwaru pomocí ovladače USB flash.
4. Mají funkci automatického ukládání do paměti a obnovení při vypnutí.
5. Mít funkci bezdrátového dálkového ovládání, které může ovládat řezání na libovolném místě kolem ovládacího pultu.
6. Může si vybrat automatické ovládání výšky hořáku na oblouku nebo elektrické výškové zařízení.
7. Může účinně zabránit vysokofrekvenčnímu rušení a učinit řezání stabilní a bezpečné.
8. Řezací hořák lze dle požadavku zákazníka vybavit plazmovým nebo plamenným hořákem
9. Krokový motor, oboustranný pohon
10. Stroj bude standardně vybaven softwarem FASTCAM hnízdění, tryskou pro řezání plamenem.Plazmová tryska.Převodovka U flash.CD s ovládáním stroje.
| Režim řezání | Řezání plamenem + řezání plazmou |
| Řezné materiály | Uhlíková ocel, nerezová ocel, hliník atd |
| Tloušťka řezání plamenem | 8-200 mm |
| Tloušťka řezání plazmou | 0,4-30 mm v závislosti na zdroji plazmové energie |
| Standardní rozsah řezu | 3000 mm × 6000 mm (Volitelně 3000 * 8000/4000 * 6000/4000 * 8000 mm, jinou velikost lze přizpůsobit) |
| Vertikální zdvih řezacího hořáku | 150 mm (200 a vyšší je volitelné) |
| Kontrolní systém | Fangling F2100B / Starfire Controller/Start Controller |
| THC | Automatický ovladač výšky sečení |
| Operační jazyk | Angličtina, francouzština, ruština, španělština atd |
| Software | Fastcam, Starcam atd |
| Pohonný systém | Krokový motor a ovladače (motor Servp je volitelný) |
| Max.Rychlost řezání | 12000 mm/Min (různá konfigurace a jiný materiál a rychlost tloušťky se liší) |
| Max.Cestovní rychlost | 30000 mm/min (různá rychlost konfigurace se liší) |
| Pracovní napětí | 380V/3ph (220V/3ph je volitelné) |
| Plazmový generátor | Huayuan Čína a USA moc jako vaše požadavky |
| Výstupní proud | 63/100/120A/160A/200A Čína (45/65/85/105/125/200A USA) |
| Pracovní materiál | Ocel, hliník, pozinkovaný plech, titanový plech, platinový plech a téměř všechny kovy |
Výkon a vlastnosti stroje
1. Rozumná technologická struktura, Full Optocoupler Isolation Control a super antiinterferenční schopnost plazmatu;
2. Výkonný programový paměťový prostor pro splnění různých složitých programů běžících a zpracovávajících a snadno zvládnout běžící velké programy;
3. Grafický displej . Zobrazovat názvy souborů, snadno pro uživatele identifikovat obsah dokumentů přímo;
4. Použití U-disk přenosu CAD grafických souborů pro zadávání trajektorie;
5. Postupy zpracování lze kdykoli změnit;
6. Ovladač krokového motoru, využívající vysoké zhroucení, s vysokou přesností a hladkým chodem;
7. Zpoždění, předehřívání, děrování, kontinuální zády k sobě, zotavení z bodu zlomu;
8. Rychlost lze libovolně upravit;
9. Vybaveno funkcí detekce signálu;
10. Humanizované operační rozhraní, plně anglické menu a snadné použití;
11. CRC inteligentní kalibrace a testování, díky kterým jsou data nejen bezpečná a spolehlivější, ale také zabraňují vzniku chybových dat.
12. Selhání hardwaru bude zkontrolováno a automaticky odesláno hlášení při spuštění stroje.
1. Snadno se učí, snadné rozhraní
CAD grafika pomocí převodního softwaru pro vytvoření řezné dráhy, automatická identifikace vnitřního a vnějšího řezu, Automaticky generované náběhové a vnější linie.Rozumná obnova, preferován vnitřní otvor.Jednotné příslušenství je preferováno, lze použít.
Neuzavřená grafika pro speciální řezání.Řezání plechů na délku, snižuje účinnost tepelné deformace.Může dodat typ 3, Mastercam, ProE, CAXA, artcut.atd.software ke konektoru.
Automatická kompenzace Kerf, podružné vnoření, automatické třídění, nepřetržité hromadné řezání. Automatický nárůst a nižší rychlost, automatická identifikace počátečního bodu řezání, rychlost rohu je stabilní, zlepšuje přesnost řezání.
Vnitřní a vnější nastavení U bleskové metody, přenos souboru přes vnější U blesk do vnitřního U blesku.I když je elektrické napájení vypnuté, data se neztratí.Para uložené způsoby komprese kódu, zlepšit kvalitu úložiště.Se strojem pro nastavení šifrování.Ujistěte se, že data jsou v bezpečí.
2.Provoz je pohodlný, údržba je pohodlná
Přátelské rozhraní, čínský a anglický displej, s metodami ovládání stroje, klávesnice je jednoduchá, ovládání je rychlé, na první pohled jasné.Kontrolka rozhraní může poskytnout diagnostiku závad.
3. Levná a kompaktní struktura
Rozumné prostorově úsporné uspořádání a silná kompaktní konstrukce zajišťují plynulejší chod stroje a zajištění kvality řezání.
4. Zvyšte anti-jamming zpracování a vyvarujte se převážně poruchovosti
5. Grafický displej
6. Vypněte paměť
Hlavní mechanické části
Představení CNC systému
1. Tento systém je zkoumán univerzitním řezacím strojem Shanghai jiaotong s dvouosým digitálním ovladačem, je vhodný pro průmysl řezání kyslíkem a plazmou.Všechny operace mají nabídku a grafické tipy, perfektní funkce, snadné ovládání, snadné použití.Systém využívá vysokorychlostní řídicí strukturu ARM9 a DSP, díky čemuž je proces řezání stabilnější a spolehlivější.
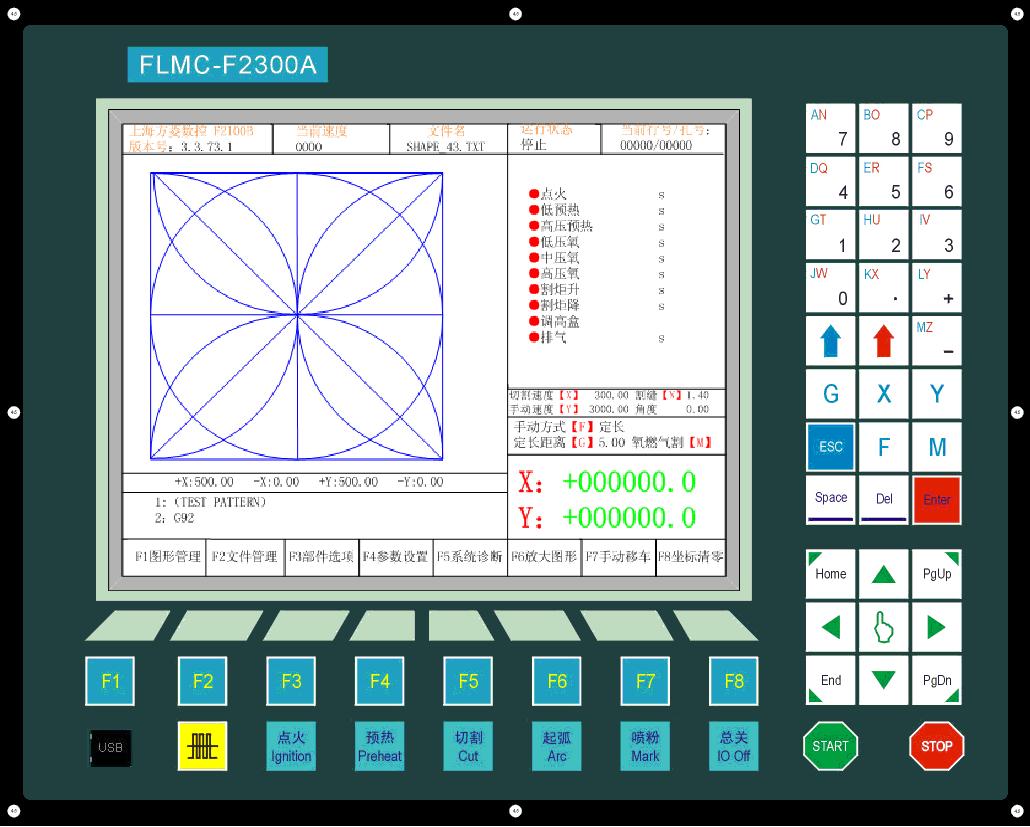

Main Engine Black 10,4” zobrazovací panel
Obr.1 MINI-CNC
2. Konfigurace systému:
● Displej: 10,4” 800*480 s vysokým rozlišením 16 milionů barev s vysokým jasem LCD obrazovka
● CPU: 64M SDRAM
● Interní úložiště:256 MB
● Dominantní frekvence: 400 MHz systémová frekvence
● USB: Přední rozhraní USB1.1, podporuje alespoň 16 GB USB flash disk
● Klávesnice: laminace PCB klávesnice
● Pouzdro: celá ocelová konstrukce zcela stíní, opravdu může zabránit elektromagnetickému záření, proti rušení.
3. Funkce systému;
● Čínština, angličtina, korejština, portugalština, francouzština, ruština, Dánsko atd. jazyky, přepínání jedním kliknutím.
● 47 druhů běžně používaných grafických knihoven (včetně mřížkového vzoru), možnost nastavení velikosti listu a velikosti otvoru;
● Podpora kódu EIA (kód G) a vnořovacího softwaru FastCAM, FreeNest, SmartNest, IBE atd.;Grafické měřítko, rotace, zrcadlo, maticové uspořádání;
● Kompaktní typ klávesnice design, aby komplexnější ruční vstupní soubor;
● Grafické měřítko, rotace, zrcadlení;
● Maticové uspořádání, lze uspořádat interaktivní grafiku, uspořádání typu skládání;
● Korekce grafické desky, jako korekce může být libovolná hrana desky;
● Přizpůsobitelný souřadnicový systém, podpora 2d souřadnic všech osmi možností;
● Přizpůsobitelné všechny typy vstupních a výstupních portů (normálně otevřený nebo normálně zavřený) a sériové číslo;
● Může autodiagnostikovat IO stanici a stav klíče systému, vhodné pro vyšetření a řešení problémů;
● Přední rozhraní USB, pohodlný dopravní program;
● Řízení kyslíkového plynu a plazmy IO samostatně;
● Plynový kyslík automaticky nastavitelná výška a dvě úrovně předehřívání, úroveň 3 perforace;
● Zpětná vazba napětí plazmového oblouku, zpětná vazba polohy, roh automaticky uzavřen Napětí plazmového oblouku, aby se zabránilo dotykovému hořáku;
4. Technická data
● Čísla ovládacích hřídelí: 2osé spoje(lze přizpůsobit pro 3 osy)
● Přesnost ovládání:± 0,001 mm
● Rozsah souřadnic: ± 99999,99 mm
● Maximální pulzní frekvence: 200 kHz, nejvyšší rychlost: 15 m/min
● Největší programové řady:150 000 řádků;
● Max.jeden program: 6 MB
● časové rozlišení: 10 ms
● Napájení systému: Vstup DC +24V DC
● Pracovní prostředí systému:teplota-10℃až +60℃;Relativní vlhkost 0-95% Žádná kondenzace
5. Systémové rozhraní
● 15jádrové a dvouosé rozhraní ovladače motoru
● 25 jádrová samičí hlava 16cestný optoelektronický izolační výstup, maximální zpětný tok 300 mA
● 25 jádrová samičí hlava 16cestný optoelektronický izolační vstup, maximální vstupní elektřina
● na předním panelu vestavěné rozhraní USB, vhodné pro přenos řezacího kódu uživatelem.Rozbalte vstupní/výstupní port IO;Vstupní/výstupní port PWM;Alogový vstupní port;Kódovací vstupní porty
Programový software

Jedná se o plně automatizovaný systém s vysokou úrovní automatizace a zaměřením na úsporu času.Který je založen na výkresu AutoCADu.Tento software se snadno učí, dokáže automaticky převést výkres AutoCADu do souboru G-kódu a poté přenést soubor G-kódu do CNC řezacího stroje pomocí USB klíče, který se pohodlně ovládá.
Plazmový zdroj energie: Všechny značky

CNC řezací stroj je kompatibilní se všemi značkami plazmy.
Běžné řešení problémů a údržba CNC řezacího stroje
1. Operátoři by si měli pečlivě přečíst pokyny a použití CNC řezacího stroje.
2. Operátoři poslouchají a učí se instalaci, školení a testování továrního inženýra.
3. Před řezáním je nutné zkontrolovat systém plynového okruhu.řezací hořák.atd. spojovací části, pokud dojde k jevu netěsnosti, jakmile je zjištěna, musí být vyloučena.
4. Je nutné pečlivě zkontrolovat, zda číslo trysky odpovídá řeznému plynu a tloušťce řezného ocelového plechu, nelze použít mimo rozsah použití řezné trysky.
5. Zkontrolujte, zda jsou všechny druhy tlaku plynu v rozsahu povolení.
6. Zkontrolujte pracovní vodicí lištu stroje, zda je volná, stojan, zda není poškozen.
7. Kyslík zakázat kontakt s předměty s olejem a součástmi (včetně oděvů, bavlněné příze atd.), V případě výbuchu požáru nehody.
8. Když je stroj v chodu, operátoři by měli včas zkontrolovat napájecí obvod a vyloučit veškerý stroj z překážek v pracovní oblasti.
9. Když má stroj velký hluk, je to způsobeno vůlí převodovky, měla by být upravena, aby se odstranila.
10. Pokud dojde k poruše stroje, měl by se zastavit v otevřené poloze. Osa Z a hořák se zastaví, na straně ovládací skříně doku.
11. když má stroj během provozu poruchy, okamžitě zastavte provoz, zaparkujte včas na přesné místo, je to vhodné pro údržbu a testování.
12. Když obsluha odpočívá nebo na delší dobu opouští stroj, měli bychom vypnout napájení a přívod vzduchu.
13. Podélné vodicí lišty a povrch vodorovné vodicí lišty je nutné po použití otřít a namazat mazacím olejem, aby byla odolná proti prachu.
14. Řezací stroj po použití postavit i přes zbytkový vzduch (vypněte zdroj kyslíku a acetylenu, plyn z trubek může unikat).
15. Před ukončením práce je nutné vypnout veškerý pneumatický systém.
16. Každý týden by měl zkontrolovat elektrický a plynový okruh, každý měsíc použít kartáč k očištění od prachu na straně stroje a otevřít skříň stroje, aby bylo možné vyčistit stroj uvnitř a prach z každého elektrického obvodu.
17. Chcete-li se dozvědět více o znalostech údržby stroje, navštivte naše webové stránky www.cncam.net, naše společnost nebude pravidelně aktualizovat produkty a provozní technické pokyny.
Odstraňování problémů se systémem
Podle konfigurace systému a funkce každé části lze poruchy systému rozdělit na hlavní poruchy řízení.U selhání připojení flash.Selhání ovladače motoru.Selhání elektrického ventilu.Poruchy zapalovacího systému.Mechanické poruchy systému atd.kromě mechanického systému mohou být ostatní části odkazovány na poruchy plynu a elektřiny.
1. Mechanické poruchy systému
Struktura mechanických částí je jednoduchá a nevyskytly se téměř žádné závady a závady jsou zřejmé, pro běžného uživatele nebudou žádné potíže.Zde je ale třeba zdůraznit:
Když má stroj velký hluk, je to způsobeno vůlí převodovky, kterou je třeba upravit, aby se odstranila.
2. Odstraňování problémů s elektroinstalací systému
Běžné elektrické poruchy systému a řešení těchto metod:
| Poruchy | Příčiny poruch | Kontrolní kroky a způsob eliminace |
| Při spouštění stroje kontrolky na spínači nesvítí | Externí napájení 220 V nedodává elektřinu systému správně | 1. Externí zásuvkový kontakt je dobrý, pokud je v zásuvce elektřina 2. Odšroubujte skříňový panel na pojistné hlavici, zkontrolujte, zda nedošlo k poškození pojistné trubky (pojištění na 3 a); 3. Otevřete dvířka skříně a zkontrolujte, zda nedošlo k jevu výpadku místa připojení napájení. |
| při spuštění stroje, ať už má LCD displej nebo ne | 1.hlavní řídicí deska má závady 2.zástrčkový kontakt dobrý nebo ne | 1. Otevřete panel, z indikátoru na hlavní desce, abyste posoudili, zda je tam zdroj napájení; 2. hlavně zkontrolovat, zda jsou konektory uvolněny nebo ne 3.vyměňte hlavní řídicí desku. |
| nefungují všechny elektrické ventily | Ve stroji není napájení +24V | Z hlavní řídicí desky může kontrolka napájení +24V posoudit, zda má napájení +24V nebo ne |
| stroj v X i Y se nemůže pohybovat | hlavní řídicí deska žádný signálový výstup žádný výkon ovladače krokového motoru | Stiskněte klíč pro pohyb stroje, sledujte kontrolku hlavní ovládací desky, můžete posoudit, zda došlo k závadě, ať už na hlavní ovládací desce nebo ne. Použijte elektroměr ke kontrole motorového pohonu, zda má elektřinu nebo ne |
| některé elektrické ventily nemohou fungovat | 1.odpovídající ovladač nebo ovladač jsou poškozeny 2. kontaktování není dobré 3. elektrický ventil je poškozen | 1. Do režimu řezání kyslíkovým plamenem udělejte z každého ventilu pracovní stanici, otevřete skříň, z kontrolky rozvaděče řezání, můžete posoudit, zda má odpovídající řídicí zprávu 2. Na ovládací desce je odpovídající elektrický obvod pohonu, při „zkušebním požáru“ nebo „řezání“ sledujte, zda kontrolka hlavní ovládací desky svítí nebo nesvítí, a pozorně poslouchejte, zda se ozývá pohyb elektrického ventilu, a posuďte část závady. |
| Stroj ve směru X a Y se jedním směrem nemůže pohybovat | 1. na řídicí desce není žádný signál řízení pohybu 2.odpovídající měnič má závady | 1. Použijte pohyb pro pohyb stroje, od kontrolky a sledujte hlavní řídicí desku, zda má odpovídající výstup řídicího signálu 2. Z ovládací skříně vyjměte hnací motor a sledujte, zda má motor převod nebo ne |
Servis a závazek kvality
1. Stroj má 14měsíční omezenou záruku kvality.
2. Naše politika jakosti: Se spokojenými produkty. Upřímný servis, vynikající vlastnosti, které splňují požadavky zákazníků.“
3. Společnost má perfektní předprodej.Prodejní.Poprodejní servisní systém.Také dodávky údržby.oprava, i když je po záruční době (účtujte pouze odpovídající náklady)
4. Dodáme teplo.Přesné a včasné služby, snažte se co nejlépe splnit a překročit vaše očekávání a požadavky.kontaktujte nás prosím včas.
-
Efektivní pracovní velikost 1500*3000mm malá plazmová...
-
Špičková kvalita řezání velkých plechů za tepla Prodej Pla...
-
Vysoce přesný 5osý plně automatický cnc trubkový c...
-
Vysoce produktivní plazmové řezání Nejprodávanější cnc...
-
Horký výprodej 2022 Nejnovější CNC portálový typ těžké kolejnice...
-
Portálový stroj na řezání více pásů plynem ...





